

一、前言
本规范旨在详细叙述自动除气除渣机的制作内容及用途,为铝液精炼过程提供高效、稳定的解决方案。该设备采用先进的气体精炼技术,结合精炼剂自动添加系统,可显著提升铝液品质。
二、功能说明
该设备是由电机带动石墨转子浸入铝液中,同时向石墨转子中通入氮气(或氩气),旋转的转子将吹入铝液中的氮气(或氩气)破碎成大量的弥散气泡,并使其分散在金属液中。
气泡在熔体中靠气体分压差和表面吸附原理,吸收熔体中的氢和吸附氧化夹渣,随气泡上升被带出熔体表面,在旋转的过程中,自动向铝液中投入精炼剂,通过石墨转子充分搅拌,使铝液达到优质除气除渣的目的。
三、设备工艺优点
3.1 精炼剂损耗少,供料均匀
- 与传统人工精炼法相比,人工精炼易导致除气除渣时间不恒定,搅拌不均匀,精炼剂损耗大
- 自动除气除渣机可严格根据工艺需求调节精炼剂使用量和除气除渣时间,精炼剂损耗与人工精炼作业相比节省约75%
- 供料系统速率由变频器无级调节,不受气体流量等影响,因此供粉精准均匀
3.2 支持多种工艺
- 可完成多种工艺过程,与不同功能熔剂配合
- 可实现变质、除气、除渣等功能,且效果佳
3.3 金属损耗少
- 采用合适的精炼剂后,熔体表面的浮渣量少且松散
- 极少发生包裹金属的现象,扒渣时带出的金属量少
3.4 精炼效果好
- 采用情性气体与精炼剂联合精炼,除气除渣一体
- 比单一的除气或除渣效果优良
- 促进合金化学成分均匀化,减少合金元素偏析
- 减少了人为因素造成的品质波动
四、机架主体材料
- • 移动机架底盘采用12mm厚钢板,尺寸750X1200,6号标准槽钢加强
- • 升降支柱使用120X120X5mm的方管;机架高度2400mm
- • 电器柜框架使用3mm铁板加工制作,外围板1.5MM厚冷压板制作,喷塑处理
- • 升降链条悬挂30X60方铁
- • 升降机头尺寸200X200;机头长度1100mm
- • 机头移动行程1500mm
- • 升降机头活动位置12mm后钢板和20mm后钢板
- • 挡板升降行程:300mm
- • 3项380V+N线 三芯四线(3X1.5+1电线)
机架制作工艺
- • 机架主体采用电焊焊接工艺为主
- • 机架与支柱,电器柜框架,升降链悬挂机构、机头活动板都是焊接,然后打磨抛光
- • 机头封板,电器柜封板,机头与机头活动机构以螺栓固定为主,各种电机、电器一螺栓固定为主
- • 采用双链条,导轨机构移动,涡轮减速机,动力为刹车电机
表面处理
- • 机架主体、电器柜框架表面除锈后,做防锈处理再做两次喷漆处理
- • 机头封板,电器柜封板,采用除锈,除油后喷塑处理
- • 机箱乳白色喷塑
- • 机架颜色:海蓝色
五、主要电器配置参数
| 型号 | 配置 | 备注 |
|---|---|---|
| 控制方式 | PLC | 三菱 |
| 触摸屏 | 昆仑通泰 | 7寸触摸屏 |
| 接触器,继电器 | 正泰 | |
| 主轴调速变频器 | 科朗 | |
| 机头升降形式 | 双直线导轨 | |
| 升降方式 | 链条升降 | 双两条链条 |
| 转子升降行程 | 1500毫米 | |
| 升降电机功率 | 3相380V1.5KW | 刹车电机 |
| 旋转电机 | 750W | |
| 转速 | 0--600转/分钟 | 变频控制 |
| 臂长 | 1100毫米 | |
| 移动方式 | 人工推动 | |
| 气体 | 氩气、氮气等 | |
| 流量调节方式 | 人工 | 玻璃转子流量仪显示 |
| 除气调节范围 | 10---30L/min | |
| 精炼调节范围 | 10---30L/min | 可以根据需要自主调节 |
| 储粉罐容量 | 5公斤 | 材质不锈钢 |
| 送料电机 | 220V300W | 调速电机 |
| 送料电机调速方式 | 调速器 | |
| 送料速度 | 0g-800g/分钟 | 数量由电机转速和给料时间决定 |
| 送料方式 | 螺杆送料 | |
| 挡板升降电机 | 3相380V 300W | 奥奇力电机 |
| 主轴转速范围 | 小于600转/分钟 | 变频调节 |
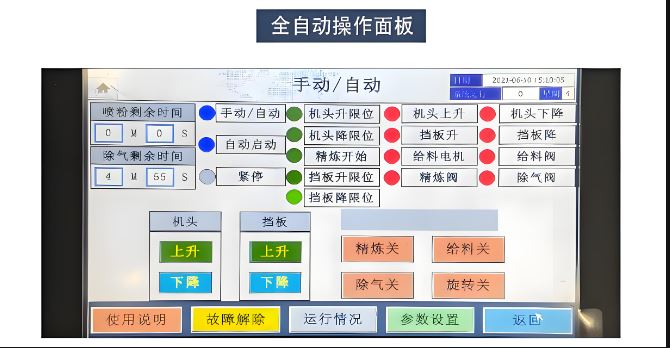
流程功能
1、手动模式
在手动模式下可以单独实现:
- 机头上升、下降功能
- 挡板上升、下降功能
- 精炼开关
- 给料开关
- 除气开关
- 旋转开关
每个动作可以单独操作,实现调整要求。每个动作有机械按钮单独操作。
2、自动模式
在自动模式下流程:
- 按调整各种延时后,机头上升到顶点,按下自动启动按钮,开始各个程序
- 机头下降---精炼阀开启---精炼行程启动---石墨转子旋转(速度可调)---固体颗粒开始下料(速度可调)
- 精炼时间到—精炼剂停止下料—除气阀开启---挡板下降---除气时间到---旋转停止---机头上升---挡板上升---机头升到上限位---除气阀关闭---蜂鸣器提醒作业完成---等待下次作业指令
六、主要技术参数
| 名称 | 参数 | 备注 |
|---|---|---|
| 外形参数 | 2400X750X2200mm | |
| 重量 | 约650公斤 | |
| 升降电机 | 3相380v1500w | |
| 旋转电机功率 | 3相380V750w | 变频调速 |
| 给料电机 | 2相220v300w | 调速器控制 |
| 挡板升降电机 | 3相300w | |
| 气体流量 | 0---50L/min | 玻璃转子流量计 |
| 除气转速 | 0---600转/min | 工作速度300--600 |
| 给料速度 | 0---800克/min | |
| 铝液处理能力 | 300---500KG | |
| 适用炉型 | 坩埚直径900mm以下 | 炉体外径1600mm以下 |
客户现场展示
我们的铝液精炼设备已成功应用于多家企业,以下是部分客户现场照片:

精炼设备工作现场
江苏某大型铝制品加工厂
设备控制系统
浙江某汽车零部件制造商

精炼过程展示
广东某电子元件生产企业
七、人员培训及售后服务
- 我司配专业人员设备运行调试,并对贵司相关人员进行天培训,定期会派专业人员客户巡检(江浙沪地区),解决使用中存在的隐患及问题,并对操作人员进行相关培训
- 质保期内,接到贵司维修电话后,我司承诺十分钟内答复;客户如需现场维修,我司维修人员会在6小时内(江浙沪地区)到达客户现场解决问题;质保期外,我司提供终身服务
现场安全施工管理
- 1. 在现场施工,施工人员佩戴安全装配;安全鞋,防护手套,防护眼镜等,并按操作规程进行相关操作
- 2. 施工日期按贵司日程商议,安装及升温预热日期不超过3天
- 3. 场内施工需遵照贵司安全及环境规定
- 4. 场内施工之废弃物需清理干净,扔至指定地方
八、贵公司负责项目
- 场地、基础土木工程
- 一次侧电源至指定位置。一次侧电源;380V,50Hz
- 设备现场定位安装时,所需之水、电,起重设备等请贵司提供
- 一次侧氮气
九、质保说明
- 设备整机(易损件除外)质保12个月(非人为损坏)
- 石墨棒,石墨转子及石墨挡渣板为易损件