中国新能源汽车单车用铝量从2020年约150公斤提升至2025年的220公斤以上,预计2026年将突破240公斤,单领域年新增铝材需求约270万吨-。全球铸铝汽车零件市场预计将从2025年的312.7亿美元增长到2026年的334.1亿美元,年复合增长率达6.8%。
这是我从北京参加完一个轻量化材料的研讨会回苏州后,盯着笔记本电脑整理的第一组数据。回来路上我就一直在琢磨:用了15年的老炉子,拉回去烧烧普通ADC12可能还凑合,但汽车结构件目前都是高硅、高强、高韧的新牌号,温度窗口窄到就±20℃,原料配方变复杂了,公差要求也翻倍了,更别说欧碳关税马上就要开始征了……压力实实在在地从下游整车厂和一级供应商那里往熔炼车间传导,谁都逃不掉。文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
这么多年摸爬滚打下来,我见过客户因为一台炉子选不对方,整整亏了三年利润。问题不出在一个点上,而是整个熔炼系统跟不上轻量化的节奏了。今天我就把这几年蹲在压铸厂车间里看到、交过的学费、亲身踩过的坑一次性揉开掰碎,看看这些具体的应对法子和未来方向。文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
一、一体化大圧铸倒逼:熔炼供给由“够用就行”转入“极端匹配”文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
一体化压铸这种东西,按说2023年刚出来的时候,大家还觉得离自己挺远的。现在你再看,2025年国内轻量化渗透率一下子提上来了,所有原先需要好几道工序连接的部件被直接铸成一个。前舱总成、后地板总成、电池托盘总成,原先几十个零件焊、凑、拧,现在一次压铸成型-。文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
这种变化直接压到了熔炼车间头上。我帮你算笔账:文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
① 产能决定生死。一个大压铸岛单班铝液需求量是传统模式的5到8倍。我们给浙江的一个客户做过方案,一台炉子供6台6000吨压铸机,24小时不间断运转,全天候待命-。老式熔化炉根本扛不住这种持续性要求,更别提那些小规格燃气炉了,5吨都不到,干两个小时就得清渣、休息,生产线停机每停一分钟,就是上千块钱的损失。文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
② 温度稳定性要求翻倍。一体化压铸模具结构复杂,对铝液温度不达标或者波动偏大,最后的压铸件就可能一整炉报废。这可不是小零件,一个后底板价值四五千元,报废一炉料,一个月利润就白干。现在行业对熔炼炉的要求是控温精度必须达到±2℃,严苛到整个生产周期内都毫不动摇-。文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
好多老炉子在压铸后底板这类超大型一体化铸件时,要么铝水供应跟不上,一个气孔所有工序都报废;要么保温性能和温控范围就出边界,要么能耗高到令人崩溃。我问你一句,你算过你的熔炼设备全年因温控不精细或供料不及时导致的整体成本损失没?文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
二、材料系列不断进化:熔炼装备必须跟上定制化特种牌号浪潮文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
这段时间跑客户,听到最多的两个字是“免热处理”。早在2025年,奇瑞汽车就搞出个了不得的东西——100%再生铝免热处理一体压铸技术,不仅拿了联合国工发组织的中国区冠军,更重要的是把原来西方对高性能材料路线的垄断打破了。4年前制造一个大型压铸件还要2小时,现在90秒就搞定了,整车重量至少降低10%,成本砍掉20%左右-。这种铝合金直接一体压铸成型,不用再搞三五道热处理,大大缩短了制造链路。文章源自炬鼎熔炉-江浙沪铝合金集中熔化炉厂家|中频感应熔炼炉|铝屑熔解炉报价-品牌直供·节能技术-https://www.judrl.com/5971.html
但挑战来了——常规铝合金熔炼炉能搞这种特制高硅高锰配方吗?至少我告诉你,大部分老设备是不行的:
- 成分控制精度要求从原来的±0.5%提到±0.2%;
- 含氢量和含渣量要满足更高等级二级纯洁度标准;
- 氢含量绝不能大于0.12ml/100gAl-;
- 还有B、Sr等微量元素添加,必须在熔炼过程中搞精确配方操作——你以前敢随手撒点儿就行?够呛。
再生铝与原生铝协同熔炼对质量与杂质控制要求变高了。我们用铝灰渣精炼或惰性气体除气系统能搞定吗?气体精炼压力和流量按老套路凑合调调,能达标吗?-我在这个市场上的观察是,谁真正早早从老炉子升级到多熔室精密控温+氮气联合除气系统,谁就拿到了为整车厂提供免热处理合金材料的分销资格。
三、再生铝与铝屑回炉技术升级:碳关税和材料成本双重倒逼
现在做再生新材料比前些年容易了吗?反而更复杂了。一个真正搞熔炼的人都知道,废料和铝屑熔解烧损率直接挂钩企业净利润。回收比例每提高5%,一年你算算能省下多少钱?回收1吨铝只需要原生铝5%的能耗,碳排放还减少95%,这账谁都会算-。
我们遇到过一家压铸厂,一年从摸不上边的铝屑中至少流失掉几十万利润。
怎么破?双室炉和在线除气系统这两大技术值得细细说来。
第一室通过精准控温先把附着物杂质初步分离,第二室配合在线除气精准去除废料里那些肉眼看不见的夹杂物——这样最终产出的铝材纯度会稳定到99.8%以上-。这在以前想都不敢想。
还有一套叫全流程废铝保级回收技术的新路子,跟蓄热燃烧节能系统结合起来,把废铝直接当王牌材料用回生产,真正做到废铝直接当新铝用。一套方案下来,一年保你少用30%以上的原生铝锭现金流压力-。
现在去研究下欧洲那边CBAM碳关税的征收细节很有必要——2026年将正式对出口铝制品征收高额碳关税。你会发现自己突然就要面临一道切肤之痛:原先可以随意烧的炉子不达标了,铝液碳足迹写不明白了-。越是早用新能源电力、工业气体和再生铝技术把碳排放降到最低的那个老板,未来在欧美出口订单中利润空间就能拉得越高。
四、环保与数字化监管收紧:铝灰渣危废管理倒逼熔炼精准性升级
2025年版《国家危险废物名录》刚下来时我发现一件大事——铝灰渣的豁免条款直接被删除了-。啥意思?就是铝灰从“可以按一般废物管”变成了严格按HW48类危险废物管-。你的铝灰如果不达标,后续渣含量不过关,炼出来的铝渣含量超标,环保部门随时上门封你炉子,停产整改。渣含量不合格可能导致整批供货直接废掉-。
还有环保数字化监管也在加强,比如上海那些铝业公司的灰渣豁免利用,政府部门要求必须严格执行转移电子联单等数字化台账-。2025年这一系列环保政策收紧,说到底是在倒逼熔炼过程中精细化提升:造渣量能不能大降?渣中铝含量能不能控制在国际先进的15%以下?-如果你连第三方废物合同和危废电子流转单都还没弄明白,该琢磨的事情就真不少了。
五、“湾区长三角模式”成趋势:超高协同熔炼布局带来的服务考验
我们以前好多人以为熔炼是单个工厂各自为政的事,但从2025年开始,不行了。你看浙江万里扬30.6亿元的新能源合金项目——要年产12万吨再生铝熔炼和12万吨合金材料铸造成型,还要配套大规模汽车零部件加工能力-。这样的大尺度项目,以前根本不可能想象熔炼就熔炼一间车间,现在直接对接整车厂,铝液不落地就进下道工序。
长三角整个产业链“各扬所长,错位发展”的协同模式已经相当典型了-。但这给熔炉生产商带来一个挑战:你给人家提供的炉子,不只是看一台了事,而是要能嵌入整个循环闭路的铝加工产业链。客户要什么?远程诊断、工业云平台、AI辅助排产优化、48小时现场响应备件。很多熔炉厂根本跟不上这种要求。单一炉子好造,管得好的全生命周期系统和联合排程能力难搞。这也是我所在的炬鼎为什么近几年一直在深入推进数字化熔炼——客户的痛点早就从要个炉子变成了要明明白白的数据和全链条交付。
六、熔炼设备技术趋势前瞻:哪些能力将成为标配?
2026年再回看这一波轻量化催生的技术风暴,哪些熔炼设备功能将成为必选项,我想和你掰扯掰扯:
① 宽幅精准温控,一体化铸件和特种合金依赖的不再是人力经验,高精度控温将成为设备的基本要求,控温范围±2℃是打底的及格线-。
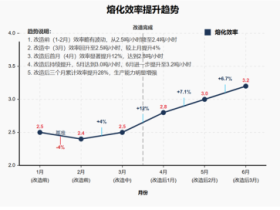
② AI与数字化深度应用。电磁感应熔铝相比传统燃烧效率提升超过30%,熔铝成分搅拌也均匀很多-。同时AI视觉分选废料、低碳熔炼与云平台精确管理参数在全流程中普及率大幅提高-。熔铸指标预测、参数自调节和在线质量问题AI监控系统,会决定未来3到5年熔炼车间的利润和保供能力。
③ 双室熔炼+精细排废除气就是再生材料利用的核心。无论是标准化带在线除气双室炉,还是双室配侧井式大型熔炼线,都将成为熔化废料的主流炉型,毕竟没有哪个企业想被铝灰管理出难题。
④ 绿电与低碳碳中和系统。用光伏、绿电部分替代燃气,结合余热回收和RTO蓄热式热力氧化装置改善烟尘排放,是压铸熔炼工厂面对CBAM和国内指标考核的不二之路-。我见过不少中小厂改造后因能耗排放降下来,整条出口链都通了。
行动呼吁与思考延伸
话说回来,技术越升级,人越要沉得住气。看完这一篇如果确实有思考,不妨主动去排查几个关键点:① 你现在熔炼车间的吨铝电耗及天然气水平处在行业何位置?② 压铸铝合金件气孔率波动频繁吗?每次换合金时熔炉需要停线调整多久?③ 有没有因为铝水渣含量超标或碳排数据缺少导致了客户压价丢订单?④ 你愿不愿意邀请专业团队帮车间做一期热平衡和氧铝渣形成效率评估?
轻量化这条路,不止能走,还得走得广走得好。对新能源汽车轻量化中遇到的熔炼设备难处和希望提前考虑的那些坑,随时欢迎你到我的办公室来泡上两个小时的热茶,敞开来聊一聊。若是你想进一步提高熔炼效率和品质,可以先去我们在江浙沪实际投产的标杆客户工厂,亲眼看看智能炉炉前整体运作的样子。下图是一个大厂经过精确系统调校后的熔化节能前后核心参数变化给朋友参考(脱敏后的对比图表):
升级前后关键指标差一览
| 关键指标对比 | 旧炉平均表现 | 升级控温/再生技术后新炉水平 |
|---|---|---|
| 熔化炉温控公差波动 | ±11~±15℃ | ±1.2~±2.5℃范围 |
| 含氢量ml/100gAl | 0.20以上 | ≤0.11达标 |
| 废物铝出炉渣中含铝量 | 20%以上 | 缩减到13%-15% |
| 再生铝占比回炉率 | <15%原生铝被替代 | ≥40%热废铝全部被回用 |
| 整体碳排放节省率 | 未知算不清 | 减碳33%且CBAM可追踪 |
(注:某些数据因涉及具体公司方案,做了横向模糊,但基准效果和变化幅度真实可靠)
当然,我也很清楚你现在的时间和压力,想先通过简单的备选快速升级先看看效果如何——欢迎打我手机或者直接把工况发过来。咱们先聊。铝合金熔炼这条路上,我已经深耕了整整20年,遇过的故障问题按千计算,什么妖蛾子都见过。只要是为了高效节能优质熔炼,我一定知无不言,言无不尽。
老朋友,老胡。
2026年5月3日,写于苏州工厂的夜晚
本文根据我在行业里十几年的第一线经验,结合客户真实案例和项目实施经验撰写而成,如果需要更具体的排产优化方案或实地考察,欢迎随时联系,也让整个产业链都变得更高效融合。如需全套自动化熔炼车间考察,本司提供免费现场量体分析。 苏州炬鼎熔化炉:四大节能黑科技,熔炼成本直降 30%! 期待与您共赴新阶段。